![]()
Steam Technology Development
To a country’s development, energy means the lifeline and motive power.
It does not only increase the competitive capacity of the product but also decrease production costs, inflation and environmental pollution to utilize energy effectively and reduce unnecessary waste.
In our country, the energy consumption in the industrial community accounts for over two-thirds of the total national energy consumption. Energy saving must be the easiest and most effective way to improve productivity and enhance competitiveness. However, from a long run, effects of energy conservation in the industrial community are not so obvious.
because of more talking and less doing.Although there are some successful examples, they are in the minority.If entering into the plant which adopts the steam, you may see smoke everywhere. Standing nearby many heating equipment, you may feel that it is so hot. Those are the obvious energy waste phenomena. As for most of manufacturers, if not considering to change the whole processing conditions but only focus on waste heat recovery, enhancement of heat preservation or pipeline improvement, it is convinced that it is not so difficult to do this with less investment and energy expenditure reduced up to 20%.
Any industry must have raw materials of reliable source and adequate supply to keep a foothold in its industry. For example, the construction industry may also need the brick, lime, steel frame and cement; the brewing industry requires grain; without wool, cotton or artificial yarn, textile industry can not conduct production; paper in the paper-making industry is made from the wood.
In fact, effective use of raw materials plays a crucial role in the success or failure of any production undertaking. Although the general manager and engineer in any industry may know that if 50% raw materials are wasted in the process of production, the product produced may have no competitiveness on the market. However, engineers of many production lines still neglect the most precious energy and let it wasted and such precious energyis steam.
In the times of high science and technology and microcomputer widely used, steam plays an extremely common role in the industry circle and is often forgotten. Take our daily life as example, the clothing we wear, food we eat, drinking we drink, iron and steel, tire and fuel used in the car, furniture, newspaper, drug, paint, chemicals, glass, plastics, power supply etc. are produced through using steam because steam owns the following properties:
Steam condensates into water, and then evaporates via heating, implementing the recycle use of water and steam.
The steam system in many plants generates a good deal of invisible waste due to imperfect design, device and use. It becomes the public concern to improve service efficiency of steam and reduce steam application amounts in the aspect of energy saving because steam is directly produced by burning of fuel oil (often refer to petroleum) and petroleum may be the most precious energy in the world which can be used up soon. Having full knowledge of steam and making the most of it can allow the plant to improve efficiency of equipment and reduce production costs. With fuel consumption reduced, the plant can decrease its energy expenditure and will naturally increase the energy utilization rate. Steam energy saving can not only benefit the nation but people.
Zero emission steam generation technology is the integrated water-saving technology of the industrial boiler and also the new boiler water treatment technology. The boiler is the source of the thermal power in the process of industrial production and human life, which plays a crucial role in the development of national economy and deserves the reputation of "heart of the industry". The working medium of the boiler is water and boiler water treatment is significant of ensuring safe and economic running of the boiler. As the heat exchange equipment, the boiler transmits energy produced by burning of the external power (coal, oil and natural gas) to the working medium to make water change to vapor. The bad water may contain plenty of detrimental impurity. If water enters into the boiler without any prior treatment, impurity in the water will form scale or water granulated slag in the boiler, which will greatly reduce capacity of heat transmission of the boiler. The boiler scale will cause damage to the boiler tube due to overheat, fuel consumption increase, output reduction, decrease of boiler's service life or accidents, so it is extremely significant to treat water in the boiler.
1、Running Mode of Traditional Industrial Boiler
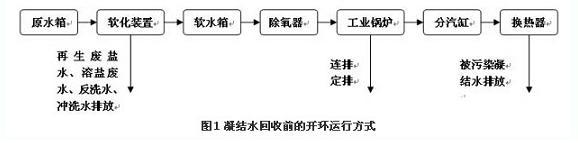
Running features of the traditional industrial boiler:
(1)Adopt the ion exchange equipment to soften raw water to prevent boiler scale.
In the feeding water treatment process of the boiler, over 90% domestic boiler plants adopt the ion exchange method. When raw water passes through sodium ion exchange resin bed, calcium ion and magnesium ion in water are exchanged with harmless ion on the resin in order to remove calcium ion and magnesium ion from raw water and reduce residual hardness below 0.05mol/L. As for water with higher alkalinity, alkali reduction treatment may be further required. While adopting the ion exchange method for water treatment, it is required to drain recycled waste fluid because recycled effluent brine can make fresh water salinization. In this process, the waste water drained out accounts for 5-15% of raw materials.
(2)Adopt the thermal deaerator to deoxygenize in order to prevent oxygen corrosion of the boiler.
(3)In the running course of the industrial boiler, dissolved solid matter and suspended solids in water increase due to high concentration of water. For ensuring quality of steam and safety of the boiler, necessary continuous blow-down and fixed blow-down should be conducted to the boiler, in which the discharge capacity accounts for about 5-10% of water supplement of the boiler.
(4)In the steam application part, the traditional running way only focuses on utilization of heat energy but neglects recycling of medium containing energy. The steam changes to hot water after working and condensation and quality of such condensation water containing high calorific value is far better than softened water and close to pure water. However, while recycling condensation water, it will cause severe corrosion to steel pipeline and iron contents will have serious contamination to water. While taking condensation water without treatment as makeup water of the boiler, plenty of iron ions in water will generate second scale or subscale corrosion on the heat-transfer surface of the boiler so as to cause more serious damage and make recycling of steam condensation water more difficult. Previously, recycling of condensation water was not taken into consideration while designing and installing the system and steam device of the industrial boiler, so steam condensation water was drained to trench and wasted. Although some users recycle the condensation water as water feeding of the boiler, recycling pipelines of condensation water have been severely corroded because of lacking effective pipeline anti-corrosion measures and condensation water treatment technology. The iron ion contents in condensation water are high, which will directly influence safe running of the boiler. Currently, standard-reaching recycling rate of condensation water in the industrial boiler is less than 20%.
2、Zero emission steam generation technology of the industrial boiler
Zero emission steam generation technology is the water-saving technology of the industrial boiler. This technology adopts the chemical approach and design of comprehensive system handling to stop pollution in the source of steam generation and eliminate or reduce drainage of recycled effluent brine, waste water soluble salt, back washing water, flushing water, continuous blow-down water, fixed blow-down water and polluted condensation water: to restrain metal corrosion of recycling system pipeline of condensation water, eliminate pollution of iron ion to condensation water, make condensation water with high calorific value and high quality recycled to the boiler to serve as makeup water, greatly reduce fuel consumption of the boiler, decrease softened water consumption and steam production costs and improve water quality of the boiler. Along with water quality of the boiler enhanced, it can greatly reduce boiler blow-down and heat losses from blow-down and improve its efficiency to make it run more safely.
Zero emission steam generation technology makes the boiler steam generation system change from running under massive blow-down (open-loop) to closed cycle (close-loop) operation. It has changed the traditional mode that the boiler must run under massive blow-down, which is the major breakthrough of boiler water treatment technology.
Basic working procedures of zero emission steam generation technology:
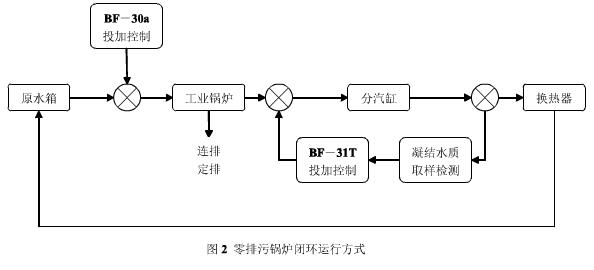
(1)Condensation water treatment: add BF-31T effective corrosion inhibitor in the pipeline of steam to prevent steam condensation water from causing corrosion to the pipeline and recycle condensation water to the most extent;
(2)Under the case that recycling rate of condensation water is greater than or equal to 70%, remove ion exchange (or try to reduce using of it) in order to reduce drainage of generated wastewater of ion exchanger;
(3)Add BF-30a effective scale and corrosion inhibitor which can protect the boiler whether it runs or stops in order to prevent corrosion and scale to the boiler body;
(4)Water quality automatic monitoring and control system: it will have real-time detection on water quality index of the boiler and steam condensation water and automatically add protective agent to control water quality index within the optimal scope and make protective agent fully display its functions in the system.
3、Key factor of zero emission steam generation technology
(1)BF-31T condensation water protective agent
BF-31T has the function of film formation and neutralization and also has proper vapor and liquid distribution ratios. The film-forming agent of BF-31T forms the monolayer protective film on the metal surface and such film has adsorption and hydrophobic effect. Considering that molecular gap of the film-forming agent is smaller than section of CO2 and O2, it can prevent corrosion of CO2 and O2 to the metal. The neutralizer is alkaline and it can not only neutralize carbonic acid in water but provide basis for on-line detecting protective agent concentration in condensation water. Proper vapor and liquid distribution ratios can effectively protect vapor space in the metal pipeline so as to prevent pollution of metal corrosion and corrosion products in the condensation water pipeline to condensation water.
(2)BF-30a effective scale and corrosion inhibitor
BF-30a has the double protection functions of not only making metal on the boiler body in passivating state but inhibiting cathodic reaction in the metal corrosion process, which can effectively prevent oxygen corrosion of boiler running and stopping. Meanwhile, BF-30a has strong chelation. After it is added into the boiler water, it will form stable water-soluble chelate with the hardness ions in water to enhance solubility of ions in water, greatly restrain formation of scale and meanwhile generate the effect of slowly dissolving original scale. Because BF-30a has strong lattice distortion and dispersing effect. The lattice distortion can make calcium carbonate crystal broken in its growing process to form irregular small crystal. The dispersing agent adsorbs on the small crystal and surface of the metal to form double electrode layer. Under effect of static electricity, mutual exclusion between small crystals and between small crystal and metal surface, it avoids generation of scale on the metal surface of the boiler in water with high hardness.
(3)Water quality automatic monitoring and control system:
In order to fully display functions of BF-30a effective scale and corrosion inhibitor and BF-31T condensation water protective agent, it is required to ensure concentration of BF-30a in the boiler water system and concentration of BF-31T in the condensation water system within the certain range. The water quality automatic monitoring and control system consists of the detecting unit, display and control unit and dosing unit. The detecting unit is used to dynamically detect PH value of water quality (boiler water and condensation water, the same below) online and compared with the set value: process data of comparative results to control dosing quantity of the dosing pump. PH value of water quality varies with pharmaceutical dosage and the detecting probe detects change of PH value of water quality through the sampling unit. Compare the new detecting results with the set value again to decide pharmaceutical dosage..By this way, the close-loop adjustment and control system will be formed so as to achieve optimal water quality control results.
二、 Optimize steam quality
1、 Keep steam dry
Saturated steam is generally taken as dry saturated steam but it is not very exact because in general steam transmitted by the boiler is wet. As for the most frame type boilers especially the latest model, for saving space and realizing compact size, it is easier for them to produce wet steam. The humidity of wet steam depends on many factors: distance between boiler water level and steam exhaust port; peak load, fluctuation of boiler load, pressure of water surface and salt content in water, any one or several of which will cause water to go into steam.
In fact, the simple and common reason for it is that boil water treatment is poor. Let's see a funny experiment: when the salt content in boiler water is 2000 ppm, water content of steam is 5%; if adding excessive chemical compound for water treatment, with the salt content increased to 3000 ppm, water content of steam rises to 35%.
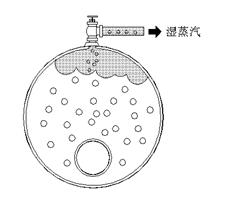
Wet steam
2、Steam-water separation
When using steam as heat transfer medium, steam side surface of most heat exchangers is covered with a layer of water film (see the figure below) because of releasing latent heat, steam condense into water In any equipment with correct design, the water film always flows downwards and new steam condenses on the surface again. As for the same thickness, heat transmission resistance of water film is 60 or 70 times of that of steel heating surface or iron heating surface and 500 to 600 times of that of copper heating surface. When the water surface becomes thicker, it will heavily influence heat transfer from steam to heated medium such as air used for space heating or drying or any other heated mediums in the air heater unit.
3、Superheated steam
Superheated steam is mainly used for power drive. However, the general process and heating process does not adopt superheated steam because temperature of superheated steam can not be controlled and meanwhile it releases heat slower than saturated steam does. Superheated steam can be used in the transmission process. Compared with the main pipe of saturated steam, the condensation water of superheated steam is less. However, the drainage equipment should still be considered and the drainage method of the superheated steam is the same with that of the saturated steam system. The process and heating really needs dry saturated steam. It is ideal to gain the superheated steam from the boiler plant. With heat lost in the process, superheated steam will become dry saturated steam when it is used. However, this method is impractical because the pipe range is very different and ambient temperature is changing so not every user can get expected dry saturated steam at all time. While running, most superheated steam has already become wet saturated steam.
4、Depressurize and use steam
Pressure used for producing steam is determined by the maximum pressure as needed by the enterprise. The running pressure of the boiler should not be less than 5, 6 and 10 Bar. When pressure becomes lower, the surface of boiler water will generate more free water droplet so it is more likely to transmit wet steam. According to the general requirement, pressure used for producing steam should be higher than maximum pressure as required in the workshop. It is usual to generate, transmit and distribute steam under higher pressure but depressurize it to use by the user.
In this case, the boiler can employ the main pipe with small diameter to transmit dry steam, which has less investment. According to the requirement of workshop process, more accurate temperature control should be provided to facilitate depressurization at the place of the user.
It makes no sense to use steam with higher pressure than that as required by the process and it will cause heat losses.
Therefore, in some cases, the pressure reducing valve must be used to depressurize steam to the pressure corresponding to critical temperature as required by the process.
If steam entering into the pressure reducing valve is totally dry (Rarely), steam leaving from the valve is superheated. While discussing steam quality, as we put that commercial steam has different levels of humidity. At this time, the pressure reducing valve can be used for drying.
For example, as we know that in a broad sense, total heat of steam and enthalpy of steam is same at two sides of the pressure reducing valve. In the inlet of the pressure reducing valve, pressure of dry saturated steam is 7 Bar (Assuming that it is not dry, humidity is 5% and degree of dryness is 95 %.); assuming that pressure is reduced to 2 Bar and heat value of steam after running through the valve is unchanged, degree of dryness of depressurized steam is 97% so steam quality has been improved.
It is beneficial that the upstream side of the pressure reducing valve is installed with a steam-water separator. Although efficiency of none separators can reach 100%, the workshop is likely to get dry steam or equivalent if 97% moisture in steam is removed before using the pressure reducing valve and furthermore, the valve has drying effect.
5、Exhaust steam from air
In some plants, equipment runs continuously but in most plants, equipment starts in each morning or in each week. When equipment shuts down, close the heater and volume of remaining air will shrink so that vacuum will lead air to enter into steam space.
Air can enter through the drain valve or the sealing gasket of the valve or the automatic or manual vent hole. Therefore, equipment and pipelines will be full of air.
Another way for air (non-condensable gas) to enter the system is water feeding. Water feeding without treatment will contain oxygen, which can bring oxygen into the water tank.
If air is not exhausted timely, there will be mixture of steam and air in the pipeline or equipment. First, air will form heat insulating layer on the surface of heat conduction. Considering that air is a poor heat conductor, poor thermal conductivity of air can be used to prevent heat loss of the pipeline. Most of heat preservation materials consist of plenty of micropore air bubble. Hence, air film between steam and products have the effect of reducing heat transfer rate.
Then, different from steam, air does not carry useful heat so if air is allowed to be mixed with steam, thermal capacity of the mixed gas will reduce and temperature will become lower.
It complies with Dalton's law of partial pressure. In conclusion, in the mixed gas or steam, the total pressure is the sum of partial pressure of all gases or steams in the mixed gas. Regardless of any proportion of steam and air mixture, if temperature of steam is low, only depending on pressure control can not ensure that heating equipment can reach expected temperature.
Air exhausting is a necessity. Air can be exhausted by the manual or automatic vent hole. The system running throughout the year should adopt manual exhausting. However, it is obvious that the vent valve is the best way.
Faster air exhausts, the less likely air can mix with steam. Be sure not to exhaust it to the return water pipe of condensation water, which can restrain free releasing of air and even worsen corrosion.
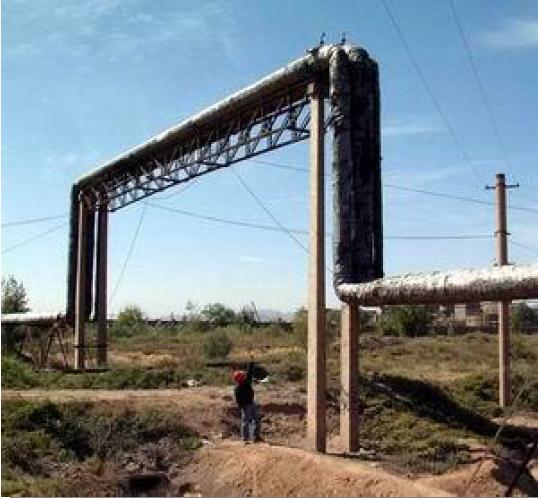
Main Pipeline of Steam Installed with Automatic Vent Valve
三、Recycle and Utilization of Steam
Due to energy lacking and oil price rising, it is urgent for the current enterprise to effectively recover heat energy lost in the process of energy conversion (boiler) and energy utilization. Many enterprises provide heat recovery boiler in order to recover dispersed heat energy and heat and gas (liquid) heat energy with higher temperature.
1、Recycle of secondary steam
While placing the drain valve on the return water pipe of condensation water, pressure is lower than that of saturated steam at this temperature. The surplus heat in high-temperature water makes some water take up latent heat of vaporization to evaporate and form steam which is referred to as secondary steam and flash steam. Secondary vaporization degree depends on pressure of both condensation water and secondary steam. The higher pressure of condensation water is, the lower pressure of secondary steam is; and secondary steam will become more in quantity.
Secondary steam is put into better use where low-pressure steam is needed and it is mainly used to sustain pressure as required by design. At this time, pressure control equipment can be adopted, such as the pressure reducing valve to adjust new steam pressure. The following is the typical system layout figure.

Schematic Diagram of Secondary Steam Preheating Boiler Water Supply
2、Purification and recycle of condensation water
Theoretically, condensation water is clean and can be directly recycled. However, in fact, condensation water often contains excess iron ions or oil pollutants. Particularly, steam equipment of the petrochemical industry often has leak. Oil contents in condensation water are too higher with oil content accounting for about 8~ 530mg/L and iron content about 100~ 500μg/L so such condensation water is not allowed to be directly used in the boiler. Although plenty of condensation water has been recycled, it must be degraded for use or drained because it can not be directly used in the boiler. It is one of the reasons why many enterprises lack confidence in recycling condensation water. Some enterprises send condensation water containing oil into the heating circulation water; it seems that some resources and heat have been saved but access of condensation water containing oil to the pipeline hides potential safety hazards, so it is not advisable.
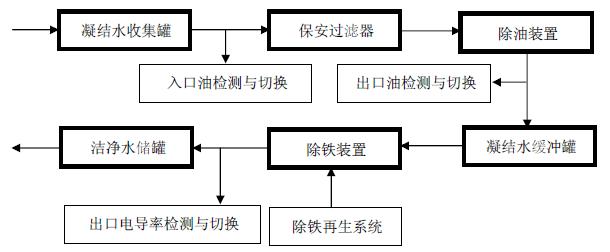
Purification Process Flow Diagram of High-temperature Condensation Water
Layout of Purification Equipment
 Chinese
Chinese